Depuis l'age de fer, l'homme a toujours tenté (avec plus ou moins de succés) de trouver des moyens pour assembler des métaux.
Le soudage en est un.
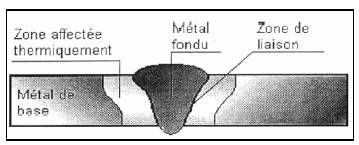
Le soudage est une opération d’assemblage où la continuité métallique entre les pièces à souder est assurée par la fusion globale de leurs bords.
On obtient ainsi, après solidification, un joint homogène de même caractéristique que le métal de base.
C'est au Etats-unis que ALEXANDER met au point un procédé dans lequel éclate un arc éléctrique dans une atmosphére
protectrice entre le fil de métal d'apport et la piéce à souder.
Ce procédé qu'il dévelopera aprés la guerre de 1940 établit les bases du procédé MIG.
PRINCIPE:
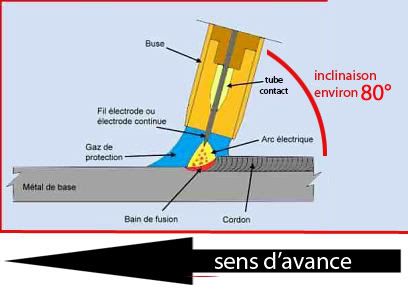
Un arc éléctrique généré par un générateur de courant (poste à souder) jaillit entre la piéce à souder et le fil (métal d'apport),
Il provoque la fusion du métal et le dépot du metal d'apport (fil) pendant qu'un jet de gaz protége le bain de fusion de l'air ambiant.
à l'electrode enrobée et au TIG c'est le soudeur lui meme qui dépose le metal d'apport manuellement, en MIG/MAG ce paramétre est automatisé
et réglable par le poste à souder, c'est pourquoi on appelle ce procédé soudage semi-automatique.
Le gaz protecteur joue plusieurs rôles :
-rôle de protection,
-rôle électrique,
-rôle métallurgique.
Le gaz, forme une enveloppe gazeuse autour de l'arc qui protège le bain de fusion et les gouttes du métal en fusion contre l'humidité et l'oxygène de l'air.
Le gaz protecteur facilite l'amorce, la stabilité et le maintien de l'arc.
MIG, (Metal/ inert/ gaz),
si le gaz protecteur est de l'argon ou un mélange.
Les gaz inertes, comme l'argon, ne réagissent pas chimiquement avec le métal fondu, ce qui donne des soudures saines et exemptes des porosités.
MAG, (Metal/ active/ gaz),
si le gaz est du CO2 ou un mélange comportant plus de 25% de CO2,
Les gaz actifs, tels que le gaz carbonique et le mélange argon-gaz carbonique, réagissent chimiquement avec le métal, causant des porosités et des oxydes dans le cordon de soudure.
Le choix des gaz dépend de :
* la nature du métal à souder,
* de la position de soudage,
* de la forme du joint,
* de l'apparence du cordon de soudure,
* des propriétés mécaniques désirées du cordon de soudure.
Dans le cas du fil fourré, c'est l'enrobage du fil meme qui assure la protection de la soudure.
(Comme pour une électrode)
GENERALITES:
Ce procédé peut etre utilisé pour une grande diversité de métaux et alliages.
Pour cela, il faut adapter le métal d'apport et le gaz utilisé en fonction de la nuance du métal à souder.
Le diamétre du fil est aussi choisi en fonction de l'épaisseur des piéces à assembler.
Il existe des fils de diamétre: 0,6mm 0,8mm 1mm 1,2mm 1,6mm (diamétres les plus courants, mais il y a plus gros encore)
Pour de la carrosserie on choisira un fil de 0,6 ou 0,8mm car les toles à assembler sont fines.
ATTENTION:
Lors d'un changement de diamétre de fil, s'assurer que le tube contact et les galets entraineurs de fil sont de meme
diametre que le fil.
REGLAGES:
Les paramètres importants dans la soudure MIG sont :
- la vitesse de dévidage du fil,
- la vitesse de déplacement de la torche,
- la tension (voltage),
- la distance entre la torche et la tole,
La Vitesse de dévidage du fil et le Voltage se régle sur le poste lui meme par l'intermédiaire de potentiométres ou commutateurs.
Les autres paramètres sont gérés directement par le soudeur en fonction de sa gestuelle.
La vitesse de dévidage du fil:
En MIG, l'Ampérage de l'arc électrique est fonction de la vitesse de dévidage du fil et de la distance
entre la torche et la tole. Plus la vitesse de dévidage est grande, plus l'ampérage est grand.
Donc, en agissant sur la vitesse du fil, on agit sur l'ampérage et sur la quantité de métal déposé.
L'ampérage détermine la pénétration,
Plus l'ampérage est fort, plus la pénétration est profonde.
Le seul moyen de faire varier l'ampérage pendant la soudure est de modifier la distance entre la torche et la tole.
La distance de la torche à la tole:
En éloignant la torche de la tole, on diminue l'ampérage, donc la pénétration, et inversement.
La vitesse de déplacement de la torche:
La vitesse de déplacement de la torche influe directement sur la qualité de la soudure.
Trop basse, trop de métal est déposé sans avoir le temps de pénétrer. Trop élevée, la chaleur de l'arc n'a pas le temps de faire
fondre correctement le métal.
Conclusion: il est donc trés important d'effectuer une soudure avec une vitesse d'avance et une longueur d'arc la plus réguliére possible.
C'est cette régularité du geste qui maintient de maniére constante ces différents paramétres en évitant de les faire varier.
La Tension (voltage):
Une augmentation de la tension augmente la longueur d'arc et va donc agir sur la largeur du cordon.
La tension influe sur la largeur du bain, en excés elle provoque caniveaux et effondrements.
C'est aussi la tension qui en fonction du gaz utilisé détermine le Mode de transfert.
MODE DE TRANSFERT:
Il y a 3 modes de transfert.
Transfert par COURT CIRCUIT: TENSION de 14 à 22 volts.
formation d’une goutte en bout de fil venant en contact avec le bain liquide. Le courant augmente alors
rapidement,faisant apparaître un pincement facilitant le détachement de la goutte.
Soudure des toles fines ou en position (tout ce qui n'est pas soudé à plat:soudure montante, en corniche, en plafond)
Impossible avec de l'argon pur.
Transfert GLOBULAIRE: TENSION de 20 à 26 volts.
croissance lente des gouttes. L’intensité n’étant pas suffisante pour expulser la goutte, celle ci va
grossir jusqu’à tomber sous son propre poids.
Soudure en position impossible.
Transfert par
PULVERISATION AXIAL: TENSION de 25 à 44 volts.
Le transfert se produit sous forme de fines gouttelettes dont le diamètre est inférieur à celui du fil
et qui sont projetées à grande vitesse sur la pièce.
Pour des épaisseurs supérieurs à 3 ou 4mm.
Grande profondeur de pénétration et volumes de métal déposé important.
Soudure en position impossible.
Avec des si........
Si on augmente l'intensité: -la vitesse de fusion augmente
-la pénétration augmente
-la largeur du cordon diminue
Si on augmente la tension: -la pénétration augmente
- la largeur du cordon augmente
LE SENS D'AVANCE:
En semi-auto, la soudure est toujours poussée.
De droite à gauche pour les droitiers, et vice-versa pour les gauchers.
En poussant, le fil a tendance à amorcer l'arc électrique avec le métal de base et diminue les risques de collage.
ATTENTION: avec du fil fourré il faut raisonner comme avec une soudure à l'electrode.
La soudure est donc TIRER.
INCLINAISON DE LA TORCHE:
La torche doit etre maintenue le plus vertical possible.
On incline légérement la torche d'à peu prés 80°.
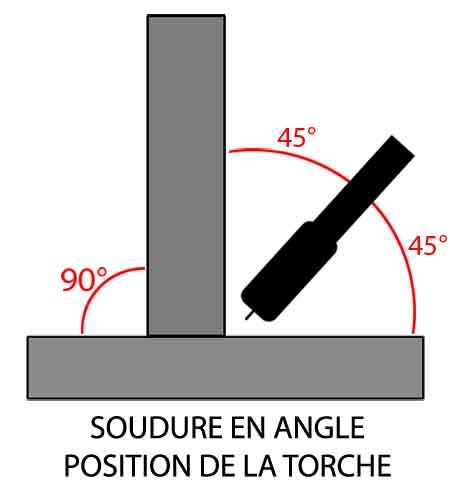
Pour une soudure dans un angle intérieur de 90°:
La torche est positionnée à 45°.
C'est à dire, à égale distance des 2 piéces à souder.
De maniére générale, la torche devra toujours se trouver à la bissectrice de l'angle.
EX: -Piéces à 90°, torche à 45°.
-Piéces à 60°, torche à 30°.
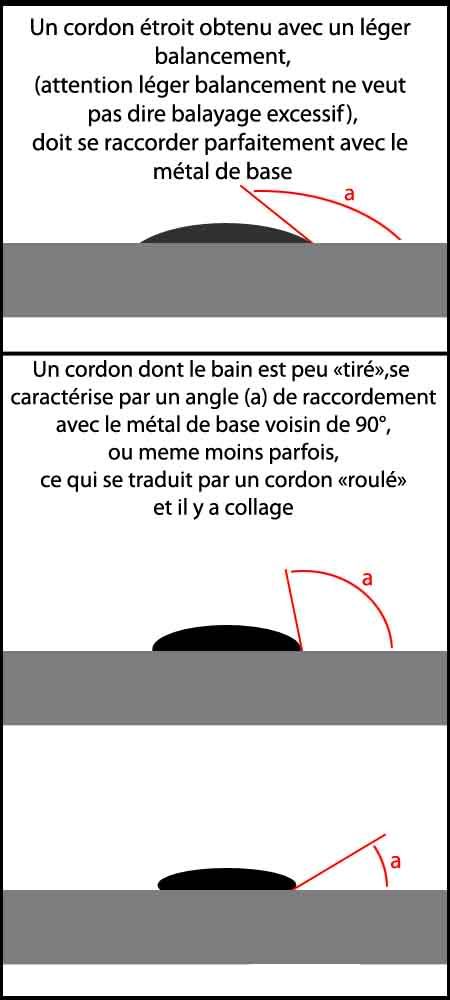
DEPOT DE CORDONS:
Un bain de fusion doit toujours etre le plus petit possible pour de multiples raisons:
protection efficace du bain, résilience du métal déposé, concentration de l'énergie de soudage sur le métal de base et non pas
dans le bain de métal en fusion ce qui pourrait entrainer des collages, ou des manques de liaisons entre cordons.
Le soudeur doit aussi se persuader qu'il dépose autant de métal en réalisant des passes étroites.
NETTOYAGE DES CORDONS:
En soudage avec du FIL FOURRE il faut absoluement décrasser les cordons comme s'il s'agissait d'une soudure à l'électrode.
Il faut enlever la croute noiratre présente sur le cordon, appellé LAITIER.
Par piquage et brossage.
APRES chaque passe et AVANT chaque reprise.
C'est trés important car lorsque vous allez faire une reprise sur un cordon ayant encore son laitier, l'énergie de soudage sera suffisante pour
refondre le laitier mais pas le métal de base. Une bonne liaison ne pourra etre assurée.
CONSEILS D'ENTRETIEN:
Veillez à ne pas trop courber le faisceau de la torche car cela peut empecher le dévidage de s'effectuer correctement.
Le tube contact et les galets entraineurs doivent etre de meme diamétre que le fil utilisé.
Réglez la pression des galets de façon à ce qu'ils entrainent correctement le fil:
-pas assez de pression, ça patine et n'entraine pas le fil.
-trop de pression, ça écrase le fil et l'ovalise genant ainsi le passage au niveau du tube contact et affectant le dévidage.
Le tube contact doit etre en bon état.
Un tube contact trop usé a le trou de passage du fil oval, le passage du courant ne se fait pas bien.
Démonter réguliérement la gaine de passage du fil pour la souffler.
Le fil passe à l'intérieur en frottant légerement ce qui génére toujours quelques poussiéres de métal qui à la longue obstruent légérement la gaine
en affectant directement le dévidage du fil.
Maintenir la buse et le tube contact propre.
Souder génére des projections qui viennent se coller: -à l'intérieur de la buse (l'obstruant ce qui gene le débit de gaz, donc mauvaise protection de la soudure).
- sur le tube contact (affectant le dévidage du fil).
L'ensemble doit donc etre nettoyé réguliérement pendant le soudage.
Il faut aussi y appliquer un anti-adhérant en aérosol qui limitera l'adhésion des projections.
PREPARATION DES PIECES:
On ne le répétera jamais assez, une bonne préparation des piéces à souder c'est 90% de la réussite d'une soudure.
Les piéces doivent etre propres c'est à dire exemptes de rouille et de peinture.
Dans le cas de métal neuf il est conseillé de quand meme meuler la piéce à l'endroit ou on va la souder (ça s'appelle blanchir la piéce).
Cela évite les risques de collage.
CHANFREIN:
Jusqu'à 5mm d'épaisseur pas de chanfrein mais un écartement entre les piéces égal à la moitié de l'épaisseur.
écartement= épaisseur/2
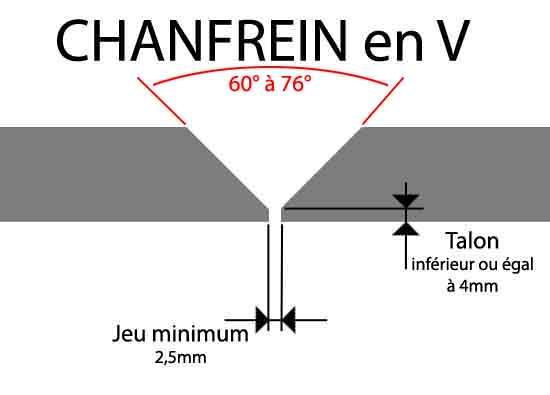
Au déla de 5mm d'épaisseur on doit chanfreiner les piéces à souder. Chanfrein en V.
L'angle d'ouverture du chanfrein doit etre compris entre 60° et 76°.
Si l'angle est trop ouvert cela exige un surplus de métal d'apport, augmente l'échauffement et les déformations.
Si l'angle est trop fermé, l'arc a du mal à aller au fond, il y a mauvaise pénétration, le bain a tendance à rouler, risque de collage.
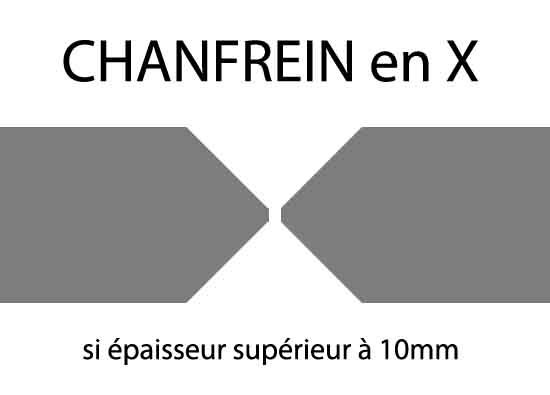
au déla de 10 ou 12mm il convient de faire un chanfrein en X
LE POINTAGE DES PIECES:
Pour exécuter correctement le soudage de deux pièces, il est indispensable de les garder au même niveau et à la même distance l'une de l'autre.
Les piéces à assembler doivent etre parfaitement ajustées.
C'est ce que l'on appelle la "MISE EN POSITION"
jeu entre les piéces réguliers, pas de décalage, etc..........
Elles doivent etres aussi parfaitement maintenues.
C'est ce que l'on appelle le "MAINTIENT EN POSITION"
Il convient de bien maintenir les piéces avant de les souder,
les brider à l'aide de pinces étau, sert-joint, pointage, etc.........
La longueur du point de soudure peut varier entre 2 et 20 mm, selon la longueur et l'épaisseur des plaques.
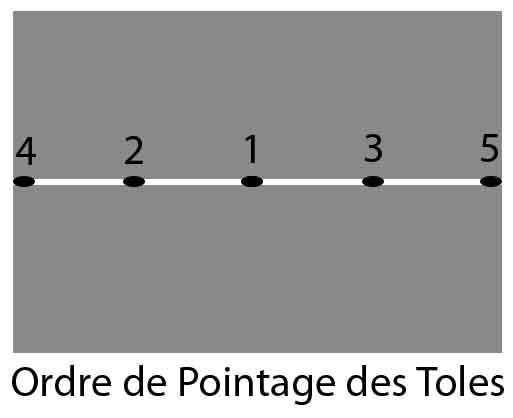
L écartement des points entre eux doit etre de 20 à 40 fois l'épaisseur de la piéce à souder.
(dans une limite maxi de 600mm).
Le pointage s'effectue de maniére alterné afin de limiter les déformations.
TUTO EN EVOLUTION
COMPLEMENTS A VENIR
A SUIVRE..............
Pour celles et ceux qui voudraient approfondir le sujet, voici quelques liens de sites:
http://bhamzaa.ifrance.com/
et
http://www.mig-welding.co.uk/
ce dernier trés bien fait est malheureusement en anglais.















